


热门资讯 / NEWS
- 12-16・ 如何确定适用于悬辊机的混凝
- 02-25・ 提高水泥电杆产品质量的措施
- 12-16・ 悬辊机的工作原理及设计制造
- 12-16・ 水泥井管模具的使用与保养
- 12-16・ 重庆建成4300公里排水管网
- 10-23・ 水泥管模具开、合模作业指导
推荐水泥制管机 / PRODUCTS
 500-1000×3000悬辊式水泥制
500-1000×3000悬辊式水泥制 300-600×4000水泥管离心成
300-600×4000水泥管离心成 300-600×2000离心式水泥制
300-600×2000离心式水泥制 1200-1800×2000水泥管成型
1200-1800×2000水泥管成型 1500-2000×2000悬辊机
1500-2000×2000悬辊机 300-600×3000离心式水泥制
300-600×3000离心式水泥制联系人:梁经理
电 话:0536-3868555
手机号:13583671122
传 真:0536-3860666
腾讯QQ:
地 址:山东省青州市经济开发区
您当前位置:山东海煜重工有限公司 > 新闻中心 > 技术资料 >
技术资料
电杆模具检修工艺第七章 矫正模具变形的方法
时间:2015-01-08 15:27 来源:qzhaiyu.com 作者:海煜重工 点击: 次
|
一、冷冲压工艺矫正模具变形的方法
金属材料在受力时能够产生显著的变形而不破裂。当外力超过材料的屈服极限后,开始塑性变形;如果再加大外力至超过材料的极限强度,便开始断裂。冷冲压就是利用金属的这种性质,使材料断裂或变形,从而得到所需形状和精度要求的制件。我们在修复模具时,就常采用上述原理和工艺。 1. 采用机械压力挤压矫正 1.1 有中小型液压机的机械压机的杆厂,可在压机上进行矫正弯曲变形。 1.2 一般杆厂可自制设备。如图1所示土平台,这种设备价格低,制造工艺简便,各杆厂均有条件制造,该设备既可用于检测检验,又可用于紧固模具。如装上图2(a)所示的手动压机或图2(b)所示千斤顶压机装置,则可作压机使用。压机装置如装上滑轮,则能任意移动压力点的位置,提高矫正效率。 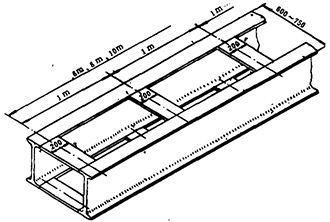 图1 土平台(上压机两用)示意图
土平台用36~40#工字钢焊接而成,它的平面度与水平位置的校正可用自准直仪、水平仪等测量仪器,亦可用土方以Φ12~Φ16透明塑料管注入清水校正,其精确度在总长范围内小于2mm。
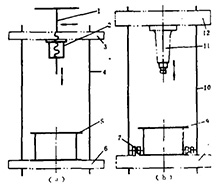 (a)手动压机示意图 (b)千斤顶压机示意图 1-丝杆;2-螺母;3-上横梁;4-双立柱;5、9-上平台;6-下横梁;7-滑轮;8-钢结构下座;10-四立柱;11-50~100t千斤顶;12-钢结构上盖
1.3 采用压力矫正模具的变形比用火焰矫正的矫正区域大,因此,在确定检修工艺方案时应有所选择。进行压力矫正时,一般先矫两端分段模直线度,后矫中间段,具体需视模具的长度、变形情况而定。压力的大小视模具变形程度及其回弹性而定。
2. 手工矫正法 2.1 扳正法:是矫正扭曲的最好方法之一。 2.2 锤击法:通过锤击使金属板材延展,达到矫正的目的。 2.3 扇打法:用一个锤子击打变形的部位,而用另一个锤子抵住与锤击点位置的另一方,使锤击力集中在变形位置上,从而得到较好的矫正效果。 二、火焰加热工艺矫正模具变形 1. 基本知识 火焰矫正法是利用金属材料热膨胀的基本性能,对金属材料进行矫正。决定火焰矫正效果的因素有:(1)火焰加热的位置;(2)火焰加热的形状;(3)火焰加热的热量。不同的加热位置和加热形状可以矫正不同方向的变形;不同的加热热量则具有不同的矫正变形的能力。一般情况下,热量越大则矫正变形量也越大。 2. 热拱曲构件的收缩余量 热拱曲的基本原理(图3)是在毛料上进行三角A-B-C局部加热,加热部分受热后向各方膨胀,但由于这部分处于高温状态,机械性能降低,切向胀不出去,只能向厚度方向膨胀;冷却后(可用冷水冷却)三角形ABC本身又向里收缩,通过一胀一缩,便由ABC缩小成A’B’C’。 如把毛料的四周对称而又均匀地分区加热(加热区域尽量不要重复),那么毛料就会逐渐向里收缩,直至拱成预定的形状。当然,热拱曲零件不可能一次就收缩成形,它与零件的形状、拱曲的程度、加热点的多少、加热温度、材质等因素有关,一般情况下,加热点越多拱曲越厉害。要取得热拱曲各种零件的预定效果,还应在实际工作中探索规律、积累经验。 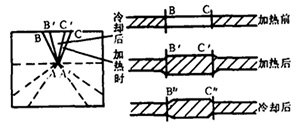 图3 热拱曲基本原理
3. 火焰矫正的加热形状
3.1 点状加热:用烤把在钢材上烤列圆点,圆点的数目可根据构件的特点和变形情况确定。 3.2 线状加热:将金属材料烤红一条线,进行线状加热时,烤把有三种移动形式:直线加热(火焰沿直线前进)、链状加热(火焰沿线圆圈式前进)、带状加热(火焰沿直线方向前进的同时作横向摇动)。 4. 火焰矫正加热用火焰 一般采用氧一乙炔中性火焰。气焊使用的可燃气体是乙炔,氧和乙炔混合燃烧的火焰即为氧一乙炔焰。 4.1 氧气:氧不能自燃但能助燃,它和乙炔混合燃烧时可产生大量的热。焊接用的氧气纯度应不低于98.5%。 4.2 乙炔:乙炔(C2H2)是一种有特殊气味的无色可燃气体,当压力超过1.5个大气压或温度高于300℃时,遇火就会爆炸,压力超过2个大气压则会自行爆炸。焊接用的乙炔由碳化钙(电石)与水作用而产生的,反应式为:CaC2+2H2O→Ca(OH)2+C2H2↑ 4.3 氧一乙炔焰的构造及性质:焊接火焰由氧与乙炔气体混合燃烧而形成,它由焰心、内焰和外焰三部分组成。 火焰内部为焰心、氧和乙炔的混合气体在焰心内部被加热至着火温度。在焰心的外层,乙炔分解成碳和氧气,分解形成的碳粒呈白热状态,发出强烈的白光,所以,焰心也是火焰中最明亮的部分,焰心最外层的温度为1000℃左右。 火焰中间部分为内焰,呈杏核形,为深蓝色。在此区域内,氧与乙炔发生第一阶段燃烧:2C+H2+O2→2CO+H2,这一区域的温度最高,距内焰末端2~4mm处的温度可达3150℃,且CO及H2能起还原作用,故气焊一般都在此区域进行。 火焰最外层称外焰,颜色由内向外逐渐由淡紫色变为橙黄色。这一区域的温度约为1200~2500℃。 根据氧和乙炔的比例不同,气焊火焰可分为中性焰(O2:C2H2=1.1~1.2)、氧化焰(O2:C2H2>1.2)、碳化焰(O2:C2H2<1)三种,应用最广的为中性焰。模具的火焰矫正一般也都是中性焰。 火焰温度的高低主要与混合气体的成分有关,中性焰的构造及温度分布见图4。 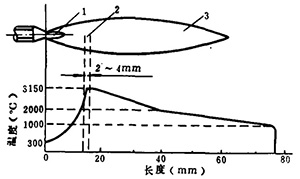 图4 中性焰构造及温度分布图 火焰在横向断面的温度也是不同的,断面中心温度最高,越向边缘温度越低。 5. 火焰矫正加热温度色泽鉴别法(表1)。
三、火焰加热工艺矫正模具变形的方法与示例 1. 根据模具检测情况确定检修方案 当钢结构变形量较大或呈弧形时,一般宜采用火焰矫正,其它情况下一般不用。 2. 确定矫正的顺序 根据模具结构的变形情况,一般先矫正点的变形(主要变形),后矫正局部变形(次要变形);先矫正下部结构,后矫正上部结构。 3. 确定火焰矫正的位置及范围 4. 火焰矫正模具结构(构件与零件)变形实例 4.1 如模具产生凸大弧变形,可按A-B-C-D-E点顺序进行火焰矫正。由于模具是空腹圆筒形,矫正时上下模应分开进行。三角形加热位置多数在分模面两侧加强板与管壁处,因此,必须用两把焊距在两侧同时进行加热并同时冷却收缩,以防冷热不均产生局部变形,造成模具扭曲。另外,加热量必须适当掌握,如果热量过大,热必造成收缩过大,使模具向相反方向变形。 4.2 在模具两端或中间适当位置采用紧固或顶压后施工,能使矫正效果更好。同样,在采用压力机械矫正模具变形时,可以结合火焰加热法同时进行矫正工作。 4.3 如模具加强板、纵横筋板等发生扭曲变形,则采用手工矫正法为佳。 4.4 需要焊接或补焊工序,均在矫正工序前进行,但分段模连接处的管内壁接缝,连接法兰的外接角缝的焊缝,可在最后焊接磨平。 |