


热门资讯 / NEWS
- 02-25・ 提高水泥电杆产品质量的措施
- 10-23・ 水泥管模具开、合模作业指导
- 12-16・ 重庆建成4300公里排水管网
- 12-16・ 如何确定适用于悬辊机的混凝
- 12-16・ 水泥井管模具的使用与保养
- 12-16・ 悬辊机的工作原理及设计制造
推荐水泥制管机 / PRODUCTS
 300-600×4000水泥管离心成
300-600×4000水泥管离心成 300-600×2000离心式水泥制
300-600×2000离心式水泥制 1500-2000×2000悬辊机
1500-2000×2000悬辊机 500-1000×3000悬辊式水泥制
500-1000×3000悬辊式水泥制 1200-1800×2000水泥管成型
1200-1800×2000水泥管成型 300-600×3000离心式水泥制
300-600×3000离心式水泥制联系人:梁经理
电 话:0536-3868555
手机号:13583671122
传 真:0536-3860666
腾讯QQ:
地 址:山东省青州市经济开发区
您当前位置:山东海煜重工有限公司 > 新闻中心 > 技术资料 >
技术资料
水泥制品工艺技术规程 第1部分:混凝土与钢筋混凝土排水管(2)
时间:2014-12-16 07:50 来源:qzhaiyu.com 作者:海煜重工 点击: 次
|
4 生产工艺 4.1 生产工艺流程 钢筋混凝土排水管工艺流程见图1。 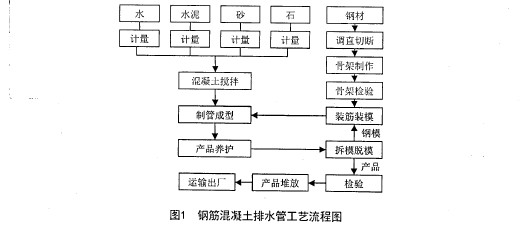 4.2.1 混凝土强度等级 制管用混凝土强度等级不应低于C30,用于制作顶管的混凝土强度不应低于C40。混凝土配合比设计应通过试验确定。 4.2.2 混凝土制备 4.2.2.1 严格按规定的配合比配料,原材料必须称重计量,不应使用体积比计量。原材料允许称量偏差:水泥、水、外加剂、掺合料为±1%;砂子、石子为±2%。所用计量器具必须经过检定合格,并在有效使用期内。计量装置称量前检查,符合要求方能使用,宜采用电子称重装置计量。 4.2.2.2 应随气侯变化测定砂、石的含水率并及时调整配料,冬季不应含冻块。 4.2.2.3 混凝土应采用强制式搅拌机搅拌。混凝土净搅拌时间:干硬性混凝土不宜少于120s,塑性混凝土应不少于90s,并确保混凝土料拌合均匀,掺加掺合料时搅拌时间应适当延长。 4.2.2.4 搅拌第一罐混凝土时,搅拌机就先充分湿润,并按配合比增加水泥用量10%。 4.2.2.5 混凝土拌合物应即拌即用,混凝土拌合物卸出搅拌机至喂料结束的间隔时间:环境温度高于25℃时,不超过60min;环境 温度低于25℃时,不超过90min。 4.2.2.6 搅拌后的混凝土拌合物按生产班次抽样测定坍落度或工作度。离心工艺、立式振动工艺(插入式)混凝土坍落度宜采用20mm~60mm;立式振动工艺(附着式)坍落度宜采用70mm~120mm;悬辊工艺、立式挤压工艺和芯模振动工艺混凝土维勃稠度宜采用20s~60s。 4.2.2.7 冬季生产,当环境温度低于5℃时,应对骨料和水进行预热,搅拌的混凝土拌合物温度不应低于10℃。 4.2.3 混凝土抗压强度试验 4.2.3.1 在混凝土的浇注地点随机取样制作试块,三个试块为一组。每天拌制的同配比混凝土,取样不应少于一次,每次至少成型两组试块,与管子同条件养护,试块脱模后,一组测定脱模强度,另一组在标准条件下养护,用于检验评定28d强度,其余备用。 4.2.3.2 混凝土抗压强度试验及评定按GB/T 11837及GB/T 50107的规定进行。 4.3 钢筋骨架 4.3.1 钢筋骨架设计 4.3.1.1 钢筋骨架应按设计图纸及技术要求制作。 4.3.1.2 钢筋骨架的环向钢筋间距应不大于150mm,且不应大于管壁厚度的3倍。环向钢筋直径应不小于3.0mm。骨架两端的环向钢筋应密缠1圈~2圈。 4.3.1.3 钢筋骨架的纵向钢筋直径应不小于4.0mm,纵向钢筋的环向间距应不大于400mm,且纵筋根数不应少于6根。 4.3.1.4 公称内径小于或等于1000mm的管子,宜采用单层配筋(有特殊要求的除外),配筋位置在距管内壁2/5处;公称内径大于1000mm的管子宜采用双层配筋。 4.3.1.5 用于顶进施工的管子,宜在管端200mm~300mm范围内增加环筋的数量,并配置U型箍筋或其他形式加强筋。 4.3.1.6 钢筋骨架一般应加保护层定位卡,宜采用塑料定位卡或钢筋定位卡。双层钢筋骨架的层间应用架立筋连接牢固。 4.3.2 钢筋骨架制作 4.3.2.1 钢筋骨架不应采用手工绑扎成型。当环筋直径小于或等于8mm时,应采用滚焊成型;当环筋直径大于8mm时,应采用滚焊成型或人工焊接成型。当采用人工焊接成型时,焊点数量应大于总联接点的50%且均匀分布。钢筋的连接处理应符合GB 50204、JGJ 95的规定。 4.3.2.2 钢筋骨架要有足够的刚度,接点牢固,不松散、不塌垮、不倾斜,无明显的扭曲变形和大小头现象。钢筋骨架在运输、装模及成型管子过程中,应能保持其整体性。所有交叉点均应焊接牢固,邻近接点不应有两个以上的交叉点漏焊或脱焊。整个钢筋骨架漏、脱焊点数量不大于总交叉点的3%,且全部采用手工绑扎对齐。 4.3.3 钢筋骨架质量 4.3.3.1 各部分尺寸允许偏差:钢筋骨架直径±5mm;钢筋骨架长度0-10mm;环向钢筋环数+10环;环向钢筋螺距±5mm(连续10环平均值)。 4.3.3.2 焊后钢筋极限抗拉强度降低值应不大于原始强度的10%,应按GB/T 1499.3规定的试验方法进行检验,焊点抗剪力不宜低于规定屈服力的0.1倍。 4.3.3.3 焊接钢筋骨架不应有明显的纵向钢筋倾斜或环向钢筋在接点处出现折角的现象。纵向钢筋端头露出环向钢筋长度应不大于15mm。 4.3.3.4 钢筋骨架经检验合格并按规格、级别标识后方可使用。 4.3.4 钢承口顶管钢承口环制作 4.3.4.1 制作承口环的钢带按设计尺寸下料,下料长度误差±3mm,断口应平直,与长轴的垂直度误差不超过1mm。 4.3.4.2 钢带下料后,断口两面按30°角磨成坡口,坡口高度约为板厚的1/3。 4.3.4.3 钢带卷圆时应有靠板控制,防止偏歪。经卷圆的钢环用压板将焊口两端对齐压紧,焊缝应平滑无夹渣、漏焊和裂纹,焊缝两面应磨平。 4.4 模具组装 4.4.1 组装后的管模尺寸误差应符合GB/T 11836规定的该规格管子各部分尺寸允许偏差要求。两端口及合缝应无明显间隙,各部分之间连接的紧固件应牢固可靠。 4.4.2 立式振动和芯模振动成型管模的底板应平整,内外模与底板、合缝之间应有密封措施,内外模垂直于底板并准确定位。 4.4.3 管模内壁及合缝应清理干净,剔除残存的水泥浆渣。管模内壁及挡圈、底板均应涂上脱模剂。 4.4.4 脱模剂可选用油脂、乳化油脂、松香皂类等。其基本要求为不粘接和污染管壁,成膜性好,易剔除,与钢模附着力强。 4.4.5 钢筋骨架装入管模前应保证其规格尺寸正确,保护层间隙均匀准确,在组装后的管模内钢筋骨架一般应不松动。 4.4.6 管模螺丝应齐全完整并紧固。 4.5 离心成型 4.5.1 离心制管机 4.5.1.1 离心制管机应符合JC/T 822的规定,并满足在工艺设计转速范围内无级调速,高速运转平稳,管模不颠不跳,托轮与跑轮的不圆度误差应小于0.1mm。 4.5.1.2 机座牢固,同轴托轮顶点水平高差、同轴托轮直径误差、相邻两托轮轴不平行度误差均不大于1mm。 4.5.1.3 轴距确定应以管模跑轮与两托轮间切点至管模中心夹角75°~110°为宜(管径越大夹角越小),以此确定离心机适应的管径范围。 4.5.1.4 离心管模要求:公称内径大于800mm的管模,应采用整体跑轮,不应采用两半圆跑轮。 4.5.2 喂料层数 制作较大直径的管子宜采用混凝土喂料机。并按不同管型及管壁厚度采取不同的喂料层数。 |
上一篇:悬辊法预制承插口排水管的注意事项
下一篇:什么是平口管、企口管和承插口管?