


热门资讯 / NEWS
- 12-16・ 重庆建成4300公里排水管网
- 02-25・ 提高水泥电杆产品质量的措施
- 12-16・ 水泥井管模具的使用与保养
- 10-23・ 水泥管模具开、合模作业指导
- 12-16・ 悬辊机的工作原理及设计制造
- 12-16・ 如何确定适用于悬辊机的混凝
推荐水泥制管机 / PRODUCTS
 1200-1800×2000水泥管成型
1200-1800×2000水泥管成型 1500-2000×2000悬辊机
1500-2000×2000悬辊机 300-600×3000离心式水泥制
300-600×3000离心式水泥制 300-600×2000离心式水泥制
300-600×2000离心式水泥制 300-600×4000水泥管离心成
300-600×4000水泥管离心成 500-1000×3000悬辊式水泥制
500-1000×3000悬辊式水泥制联系人:梁经理
电 话:0536-3868555
手机号:13583671122
传 真:0536-3860666
腾讯QQ:
地 址:山东省青州市经济开发区
您当前位置:山东海煜重工有限公司 > 新闻中心 > 技术资料 >
技术资料
水泥制管机生产小口径企口管的方法
时间:2015-03-02 10:03 来源:qzhaiyu.com 作者:海煜重工 点击: 次
|
水泥制管机制作的水泥管,按接口形式可分为平口、企口和承插口;企口管与承插口管相比具有施工方便、节省原材料、水泥管模具简单,与平口管相比具有接口密封性好、费用低等特点。但是,小口径企口管在水泥制管机上制作较为困难,所以企口管一般为大口径排水管。
近几年,我司与青州市海煜重工有限公司共同研究小口径企口管的生产制作工艺,取得了不错的经济效益。 一、原材料选用 水泥采用425#普通矿渣硅酸水泥;砂为硬质中粗砂,细度模数为2.3-3.0;石子采用碎石,最大粒径对于无筋管为不大于壁厚的1/2,对有筋管为不大于壁厚的1/3。 二、制管用混凝土配合比的设计及企口的制作 大多水泥制品厂为了提高水泥管混凝土的密实性,对接口部位和管身采用不同的混凝土配合比制作。经过生产实验我们发现,由于管身和接口部分的混凝土配合比不同,混凝土收缩徐变也不同。接口部分容易出现环向裂缝,减弱了企口混凝土的强度和抗渗性。针对这种情况,我们采用了同一种混凝土配合比,即:水泥:砂:碎石:水=1:1.8:3.05:0.38(C30混凝土),但这种配合比下的混凝土属干硬性混凝土,流动性较差。为了保证企口混凝土的密实性,我们采取了下列措施: 1. 水泥管模具在水泥制管机上的轴向方向与布料方向如图1所示,保持相对位置不变,有利于按水泥管两端企口的不同形式(外包口和内插口)采取不同的布料方式。经过多次试验,我们认为布料从A-A截面向D-D截面均匀移动较为合理。 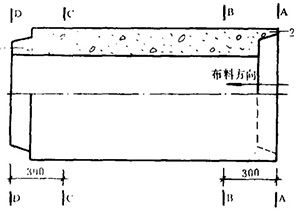 图1 成型时端面方向与布料方向示意 1-内插口;2-外包口;
2. 当水泥制管机达到布料规定的转速后,用喂料机在B-B截面上先布置一个宽度约为200mm的混凝土拌合物料带。料带厚度达到管子壁厚时,再用喂料机沿B-B截面向A-A截面均速喂料,直至到达A-A截面。料层厚度控制在比水泥管模具两端环高出3-4mm为宜。这样,由于B-B截面处料带的挤压作用和辊压作用,易使外包口的混凝土得到密实。
3. 然后用喂料机由B-B截面喂至D-D截面。如果是有筋管,为防止骨架产生扭曲变形,可在A-A截面布料结束后,先从C-C截面向D-D截面布料,最后从B-B截面向C-C截面布料,直至结束。 三、小口径企口管的吊运与脱模 400-800mm的小口径企口管,按GB11836国标规定,最小壁厚只有40mm,所以,企口部位的混凝土厚度是很小的。这样小的厚度,如采用倒模方式脱模,势必造成废品或次品,为了解决这个问题,我们自行设计了一种专用脱模吊运工具(如图2)。脱模时,在水泥管模具上半模起吊脱离后,把专用工具伸入管内,然后用行车起吊,即可使水泥管与下半模脱离。 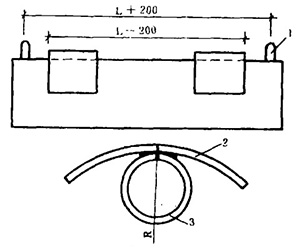 图2 专用工具示意图 1-水泥管公称长度;R-水泥管外半径;1-吊钩;2-A3钢板;δ=8-10mm;3-Φ74×钢管;
水泥管模具上半模起吊脱离后,把专用工具伸入管内,然后用行车起吊,即可使水泥管与下半模脱离。
采用上述几种工艺措施以后,企口处的混凝土强度达到了设计要求,抗渗性能也大大提高,企口合格率由65%提高到95.5%以上。 |
上一篇:水泥制管机生产承插口水泥管的改革
下一篇:立式水泥制管机的参数及优点