


������Ѷ / NEWS
- 12-16�� �������Ĺ���ԭ�����������
- 10-23�� ˮ���ģ�߿�����ģ��ҵָ��
- 12-16�� ˮ�ྮ��ģ�ߵ�ʹ���뱣��
- 12-16�� ���ȷ���������������Ļ���
- 02-25�� ���ˮ���˲�Ʒ�����Ĵ�ʩ
- 12-16�� ���콨��4300������ˮ����
�Ƽ�ˮ���ƹܻ� / PRODUCTS
 1500-2000��2000������
1500-2000��2000������ 500-1000��3000����ʽˮ����
500-1000��3000����ʽˮ���� 300-600��2000����ʽˮ����
300-600��2000����ʽˮ���� 300-600��4000ˮ������ij�
300-600��4000ˮ������ij� 300-600��3000����ʽˮ����
300-600��3000����ʽˮ���� 1200-1800��2000ˮ��ܳ���
1200-1800��2000ˮ��ܳ�����ϵ�ˣ�������
�� ����0536-3868555
�ֻ��ţ�13583671122
�� �棺0536-3860666
��ѶQQ��
�� ַ��ɽ��ʡ�����о��ÿ�����
����ǰλ�ã�ɽ�������ع�����˾ > �������� > �������� >
��������
������ij��ͻ�ʹ��˵����
ʱ��:2015-01-24 13:54 ��Դ��qzhaiyu.com ���ߣ������ع� ���: ��
|
һ�����ij��ͻ��ṹ��ԭ��
1 ���ij��ͻ��ṹ���������֡��ƶ����֡��������֡�������֧�š� 1.1 �������֣������Ƥ���֡�Ƥ���� 1.2 �ƶ����֣�ɲ���֡�ɲ��Ƭ�� 1.3 �������֣����ᡢ����������С� 1.4 ������֧�ţ����ij��ͻ��������ؽ���˨��������� ���ij��ͻ��ṹͼ�� 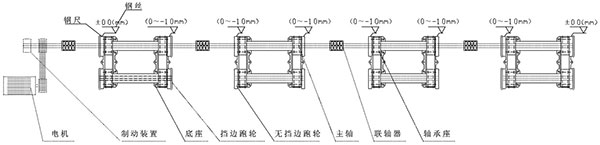
2 ���ij��ͻ�����ԭ��
���ij��ͻ���ͨ���������������ת����ʹ���Ļ�������ת����������ͨ����ģ�����ֽӴ�������Ħ��������ģ��ת������ģ����ģ����������ת�����У�����������������������������ģ���ڱھ��ȷֲ�������ģ�ߵIJ������Ĺ���������ʵ��ͨ�����١��е��١����١��и��١����ٵȽε����ij��ͣ�ʹ��������������Ч����γɳ����Ļ�������ˡ� �������ij��ͻ��Ĺ���ԭ����ͨ��ģ��������������Ϊ���ߵ���ת��������������ʹ���������ij��͵ģ����ģ�����ֵ�Բ�ȡ����ߵ�ֱ�߶ȶ���ģ�����ij��������ش��ں�ģ�����еĺϷ첻������ɵ�ģ�����ֲ�Բ��ģ��β���ཬ���۽϶���ɵ�ģ�߲�ƽֱ��������ģ�ߵ��������Ӿ����Ļ����ּ�ģ��������ĥ����������������Ҫ��ǿע�⡣ ͬʱ�������Ļ����ֵ���λ�ر��ǵ������ֵ���λ��Ӱ��ģ�����ֵ�ʹ�������������������ģҪ����߶����ӡ� �������ij��ͻ��İ�װ������ 1 ���ij��ͻ�������� ���ij��ͻ������������ߣ������������ߣ����г�·�����ֱ��ÿ̨���Ļ����ļ��Ϊ3000mm��Ƥ���������һ�����Ļ��������Ϊ2300mm����2600��ע��ǰ��ͨ�����ȡ� �ཬǰ������顢У��ÿ�����Ļ�����Ƥ���������������װ���Ƿ������ͼ����� Ҫ�ල�����������������Ρ����ιཬǰ��Ҫ��ʱ�����ɾ��������ڵ�����������Ǽֽܸ�Ҫ���á����ȣ�����λ��Ҫ�źõ�����飬�ؽ���˨��ĸš��¶4-5���ݾ��������������ʵ�� 2 ���ij��ͻ���װǰ��� ���������Ļ�������Ƥ��������Ƥ���֡����֡��ס����������Ƿ���ɰ�ۡ����ס����Ƶ�ȱ�ݡ� ���������ֵijߴ磨�磺��Բ�ȵȣ�����ijߴ磨�磺ֱ�߶ȵȣ��Ƿ���ϵļ����Ƿ���ȱ�ݣ����Գơ���С��һ����������
���Ļ���������Ƿ���ϴ�ɾ�������ɳ����м�����������֬�Ƿ����������������С������ڿ����Ƿ�����������㹻�ĵ��������������������Ƿ�����Բ������ܶ���
��װ�ؽ���˿��˿������ĸ������Ƿ������ã���֤˿��¶���㹻�ij��ȡ� 3 ���ij��ͻ��İ�װ������ ���Ļ��ĵ���һ�������ֵ��⾶����Ϊ��������Ҫ��̨֤ͬ���Ļ����ֵijߴ繫��Ϊ±0.1mm�����ͬ��ȹ���±0.3mm�� ��ˮ�������������һ̨�����߱�֤�����·�촹ֱ(������Ѱ�װ�����������Ŵ��ߣ������δװ�þ������˶�Ӧ����������Ϊ�����ߣ����߱���ˮƽ)�������Ļ������������Ե�һ̨Ϊ�����ߡ� ��ÿ�����Ļ������ij����λ������Ϸ���һ����2��10#��12#�۸֣������Ļ���������ϡ���ˮƽ�ܼ��һ��������ĸ߶Ȳ�������Ϊ���õ��б����������飬ȷ��4��߶Ȼ���һ�¡� ��һ�ε������ٰ�װ��ˮƽ�ܣ�ͨ��ˮƽ���ϵ����ҡ������ݸˡ���ĸ��ˮƽ��������4��ϸ��˿����֤��˿��Ӧ���ֵ���ߵ㣬�����ֵľ��������50mm���ڣ�ͼʾһ�����ڴֵ�ʱ������û�н��̵ؽ���˿���ȶ��Բ����̫��ʱ����λ�������������ʾ�������ǧ�ﶥ�������ô��ֵ����ȿ�����1mm���ڡ��۵�����������øֽ�������ֽ�ӣ�����ʱע��ԽǺ����Է����ӱ��Σ���˨��Ȼ��ֱ���øֽ�㺸�̶���ע�⣺���ӵ����������Է������ݸ���ɽ��̶��ѣ�������ĸ��������ø��������������������ɾ������ڵ��ࡢ������е�һ�ιཬ��һ��Ҫ������ʵ�����ཬ��������150-200mm������ǧ�ﶥ��λ�õ�����������ǿ�ȴ�Ҫ����еڶ��ε����� 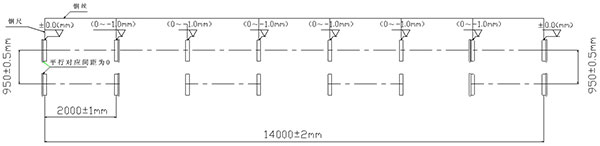
�ڶ��ε�������ж��ȫ���ļ��������������ϴֵ��IJ������������Ļ���ˮƽ���ȣ��ڵ���Ҫ��ˮƽ�����������Ӷ���������Եĵ����ݶ�ʹ�������븱����������ͬһˮƽ���ϼ��Ϊ950mm�����˵Ŀ��Ȳƽ�жȣ��Q±0.5mm����ֱ������ֵ�ˮƽ�����±1mm��ǰ�����Ը�0.5mm��������������ʹ���ȷ������ľ�Ϊ2000mm±1mm�������־��ۻ����Q±2mm���۴���������������ģ�߽Ӵ���Ҫ��Ӧ���룬������Ҫ��������ֹ����ʱ��λ��ͼʾһ�����ܵײ��ĵ�����б��Ҫ�������������ĸ������װ�ü����������еڶ��ιཬ��
�Գ�ǰ���¸�У���Ļ���ˮƽ���ȡ��������ؽ���ĸ���ڵ���Ƥ�����ɽ���һ������ѹ��ȥ25-30mm�����Ļ��������ز���Ϊ��������ת���������֣��۲����е���������������Գ�ǰ������ �����Ļ��ĵ��ԣ�����Ҫ��������̨���ֵ���Բ�ߴ�Ĵ�С����Բ�ȡ������س����Բ�ȨR3mm���������ִ�С��R5mmʱ��Ҫ���б�Ҫ�ĺ��ӡ�������������φ590��ԲС��φ565ʱ����ģ���Ӧ���ϣ������ٳ���������֤��Сһ�£��ߴ繫��Ϊ±0.1������ߴ��С���ɲ��������������Ͻ��б�Ҫ�ߴ��С�ļ�¼����Ϊ��ˮƽ�IJο��� 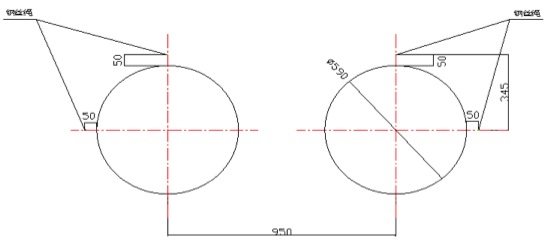
4 ��������ת
���Ļ���ת������ʹ�����ɵ������������30min��ά����ԱҪͨ�����������������飨�����Ƿ�ƽ�ȡ�����Ƿ��ȣ��������������ϵͳ���ƶ�ϵͳ�Ƿ����������Ļ��Ĺ���״���� 5 ������ת ��ģ��ת�����Ѻ�ģ�Ŀո�ģ�������Ļ�������ת���۲��ģ��ת�Ƿ�ƽ�ȣ����֡����ֽӴ��Ƿ����ã��ɵ��ٵ���������30min�� ������ת����������ҵװ�л������ı���ģ�������Ļ��ϰ����Ĺ��չ淶��ҵ���۲��ģ�����Ļ���ת״���Ƿ�ƽ�ȡ�������ģ�ڵ����ʵ��������Ҫ����Ͷ�������� �������ij��ͻ���ά���뱣�� 1 ���ڸ��١�������Ļ���ģ�ߵ�����������鿴ģ�ߵ�������¼�����������ԭ������ģ�߱��κ�ģ���ޣ�����ȱ��ģ��˿��ģ�ϲ��ϣ������ݸ�����������ƫ�����أ�Ҫ���ٳ�������ִ�в�����̣������Ļ��ľ�������̫�R2mm��Ҫͣ������������ģ�������Ļ������Ļ���ģ�ߵĶ���ѭ���� 2 �ල���Ļ��֡��ҹ�������ִ�а�ȫ������̡��Ͻ����٣�����800ת/min��ǿ���ƶ�����ɶ��ᡢ��ģ���豸�¹ʡ� 3 ���ڼ��Ƥ�����������Ļ������ĵؽ���˨��ĸ���ɽ�����ʱ���̣��ر����µ��������Ļ�Ҫ�ص���ٵؽ���˨��ĸ������ס��������ɶ����м�϶��ɵĻ�������˨���ѡ�������λ������� 4 ��ʱ������Ļ���е�ʹ��������������쳣��������������ȣ�����60�棩Ҫ����ͣ����顢��ϴ���ͣ��Ͳ��ܼ�̫�ࣩ��ͬʱҪ�������¶���������һ�Ρ���ʱ���͡���ʱ�����ֳ������������β�˵��ཬ�����ϣ����������������������ۡ���ɳ��Ӱ��ģ�ߵ����С� 5 ���������ճ��豸Ѳ�졢���졢ά��¼����ϸ�ؼ�¼�豸������״�����豸���ϡ������ı����ȣ�Ϊ���졢����ά�ޡ��ƻ������ṩԭʼ���ݡ� 6 �����֡�������������������Ļ���������λʱ����������ͼ���㽫�������ϣ����������ѡ� �ġ����ij��ͻ��������ϼ��ų� 1 ���ᣨ������1�ᣩ�� 1) �᱾��ȱ�ݣ��������ء�����ĥ����Ρ����λ�ᾶĥ���С������ȱ�ݣ�ˮƽ�������á������������߲�ͬ�ġ���������������������Ӧ�������λ�е纸���ˡ� 2) ���Ļ��ָ���ǿ��ɲ���ƶ�Ť�����������ַ���ģ��ʱû�������ţ�ֱ��ײ���������ᡣ 2 ���ֶϽ�壨ԭ6���������أ������Ļ�ˮƽ�������ã�ģ�߱������أ�����ʱģ���ֳ���ֱ�ӻ������֣���ά��ʱ������ɶ��ѡ� 3 �ؽ���˨��������ϣ���װʱ�������Ρ��³������Ļ�ˮƽ��������Ҫ��ģ���������ؽ���˨�����������ɶ���û�м�ʱ�ս��ȡ� 4 ���������������н������ᰲװ��ͬ�����в���Ť���������������ڿ�ֱ��������⾶��С�нϴ����Ӵ��治�����н������������Ъ̫С���н������������ܼ�����̫�����۵ȡ� 5 ��������ȡ������ 1) ���Ļ�ˮƽ�������ã�����ʱ��̫������������ 2) ����ģ��ʱ����б����������ÿ�������ϻ����� 3) ����װ�����϶������������� 4) ������������������ĥ��졢��϶����Ȧ���ѵȣ� 5) ���������������ʽ��롣 6 ���ֲ��治����ĥ����� 1) ������ˮƽ������ס��������ɶ���λ������������ʹ������ĥ�������µ����� 2) ���ģ�����ֶ�ӦĦ�����������ʱ���� �塢���ij��ͻ����ճ���� 1 ����������������֡��ᡢ�����������������ƣ��ἰ�������ϵ��ཬҪ��ʱ�������������Ļ����ƫ����ת���Ӿ���е�ĥ���Լ��������������� 2 ������������Ӳ�λ��˨�Ƿ����ɶ��� 3 ��������ƽ�ȡ��������ѡ����ֵ���ĥ���������������Ҫע��������ڷ�ģ��ʱ�Ĺ淶������Ҫ���õ�λ����ҪҰ���������������˺����Ļ������˺�ģ�ߣ��� 4 ���������������������������Ҫע���ճ���Ѳ�飬�����ճ�ά�������ά��ʡ��ʡ�ϣ��� 5 ɲ��ϵͳ���������������� 6 ����Ƥ��ĥ���Ž���������Ļ����ڲ���ʱӦע�ⲻҪ��ͣ���� 7 ���Ļ����������������������Ҫע�⣩�� �������ij��ͻ����ճ�������Ҫ���� 1 ���������ر������Ļ���Ҫע��������ڷ�ģ��ʱ�Ĺ淶������Ҫ���õ�λ����ҪҰ���������������˺����Ļ������˺�ģ�ߣ����üල������ 2 ���Ļ����Ͻ���ͣ��������ͣ������ɷ�ģ�¹ʡ� 3 ��ע���Ļ�����״�����緢�����ð�̣����Ļ�������쳣���Ӧ����ͣ������ʱ�����Ӧ�����������ʱ������ 4 ����ģ��������¼�����ڶ�γ����쳣��ģ��ʱ���������鼰����Ӧ�� 5 ע���������Ļ��������ر���β�֣�Ƥ���������Ͻ���������������¹ʷ����� �ߡ����ij��ͻ���ȫ������� 1 ���Ĺ��ϸ�֮ǰ������ܲ�����15������Ļ������ϸ���ѵ�� 2 ��Ϥ�豸���ܲ������������������豸���������� 3 ����ǰӦ�������豸�Ľ��̣�ȫ�������Ļ��������֣�����Ƿ�������ܶ����������������˨�Ƿ��ɶ�������������ܶ�����˨�ɶ�������֪ͨ������Ա������Ϻ�Ͷ��ʹ�á� 4 ���Ļ����������������뿪������λ���Թ����������渺���ϸ�ִ�������ƶȣ����������ļ�¼������ʱ�Ͻ��Dz�����Ա�������ijء� 5 �����ģʱ�����г�˾�����ҹ�������Ѹ�ģ�����ֶ����Ļ������֣���ţ������һ����Ļ����֣��о����ȷŸ�ģһͷ�ٷ���һͷ�� 6 ����֮ǰ����˶Ը�ģ��ģ�ţ�ȷ�����̶ȣ��Ͻ��ѱ������صĸ�ģ������õ����Ļ��Ϲ������ر�ע���ģ��ͷ��ê�̰������ζȣ������������˨�ɶ��Ӵ������ѷ������ͣ�����ӹ̺����ʹ�á� 7 ��ͨ��Դ���۲������Ļ�������ת�Ƿ��������趨������ʱ����ٶ��Ƿ������������涨���������ƶȡ� 8 ��������ʱҪ����۲�ģ�������ϵ�����������������������ʱ�����ϸ����Ĺ����ƶȽ������IJ����� 9 ������̨�����ĵ�ʱ�䡢ת���Ƿ��������ƶ�һ�¡� 10 ��תʱ��е���ģ�����쳣ʱ����ǿ��������Ӧ����ֹͣ��ת���ԭ�� 11 ת�ٿ��ƿ��Ը��ݰ���ϵĸ�ʪ�̶ȼ���ģ������¸���50ת�� 12 �ϸ������У�ͣ����鲢ȷ���ٶȵ��ڵ�λ����ʱ����ת���ס� 13 ��ת�м����ȴ����Ƿ�����ת״̬�� 14 �������Ļ�ʱ���ij����Ͻ�վ�ˡ�ά�ޱ�������������Ӧ�жϵ�Դ�� 15 �ϸ�ִ�н��Ӱ��ƶȣ������ý��Ӱ��¼������������Ӧ���û������������� |
��һƪ��ˮ����Ʒ��ҵ�ɱ����ƵĴ�ʩ