


热门资讯 / NEWS
- 12-16・ 重庆建成4300公里排水管网
- 12-16・ 水泥井管模具的使用与保养
- 10-23・ 水泥管模具开、合模作业指导
- 12-16・ 如何确定适用于悬辊机的混凝
- 02-25・ 提高水泥电杆产品质量的措施
- 12-16・ 悬辊机的工作原理及设计制造
推荐水泥制管机 / PRODUCTS
 1500-2000×2000悬辊机
1500-2000×2000悬辊机 300-600×3000离心式水泥制
300-600×3000离心式水泥制 500-1000×3000悬辊式水泥制
500-1000×3000悬辊式水泥制 300-600×4000水泥管离心成
300-600×4000水泥管离心成 300-600×2000离心式水泥制
300-600×2000离心式水泥制 1200-1800×2000水泥管成型
1200-1800×2000水泥管成型联系人:梁经理
电 话:0536-3868555
手机号:13583671122
传 真:0536-3860666
腾讯QQ:
地 址:山东省青州市经济开发区
您当前位置:山东海煜重工有限公司 > 新闻中心 > 技术资料 >
技术资料
立式组合插入振动工艺生产大口径钢筋混凝土排水管
时间:2014-12-16 08:00 来源:qzhaiyu.com 作者:海煜重工 点击: 次
|
使用插入振捣器成型钢筋混凝土排水管的简易生产工艺早已在各地的排水管生产厂长期得到应用。但该种成型方式具有生产工效低、施工条件差和人为操作因素对产品质量影响大的先天性缺陷。
九十年代以后,德国祖布林公司、丹麦佩德哈博公司先后制造出采用成组高频插入振动器的组合插入振动制管成型装置,作为成型大口径钢筋混凝土排水管的独特工艺设备。这种国际上统称组合插入振动制管工艺为湿法生产工艺。 从2006年开始,在借鉴国外同类机具的工作原理的基础上,进行了开发大口径钢筋混凝土排水管立式组合插入振动成型工艺和设备的研制工作,开发了成型1500~3000mm(最大口径可至5000mm)的平口、企口、双插口、承插口等各种接口形式的圆形或异形混凝土断面钢筋混凝土排水管的新型工艺设备。 1 成型原理及工艺参数的确定 1.1 成型原理 沿管壁周长等间距分布,布置若干个高频插入式振动棒,随着装入的混凝土料层的升高,振动棒边振动边同步提升。在振棒有效激振力作用范围内,管壁预拌混凝土在外加振动力的作用条件下,其中砂石骨料等质点同步产生振动,并在振动时克服固体粒子界面的磨阻力而产生移动,进行有序的排列,互相包裹,互相填充。同时,在呈沸腾状的预拌混凝土中的气泡,沿振棒外壁向混凝土表面连续排除,在短时间内,混凝土得到最大限度的密实。 1.2 工艺参数的确定 组合插入工艺的关键,在于实现水泥管的连续成型,即将预拌混凝土连续下料、机械动作综合在一起,使管子在连续振动中一次成型,而管模则在工序过程中完全呈静止状态。 实际设计制造的组合插入式振动成型车构造为:在可水平行走的平车上,固定着带有卷扬起重机构的立柱,立柱上有以无级变速升降的环形悬臂,悬臂周围装置着可作变径调整的多个插入式振动器。车上安装有供操作用的电气控制柜。 (1)插入振器的选择 国外同类成型装置采用的是振动棒头为串激式电机一体式的高频振动器,其工作电源为单独供电的交流200Hz、90V,供电软轴电缆缠绕在沿待成型管子圆周均布的同步旋转卷轮上。该种振器性能优越,工艺布置简单灵活。但由于种振动器国内仅停留在试验阶段,暂时无商品供应,进口价格又十分昂贵。根据生产管径的不同,我们选用的是国产优质电动软轴行星式高频插入式振动器,其工作电源为普通交流电,棒头直径为30mm和50mm,单个振动电机为1.1或1.5kW,转速为2800转/分,振动频率为11000~13000Hz。该插入振动器的工作原理是:电机驱动软轴,带动振棒内滚锥旋转,并在振棒内筒壁的滚道上作行星式滚动,使棒体产生径向高频激振力。 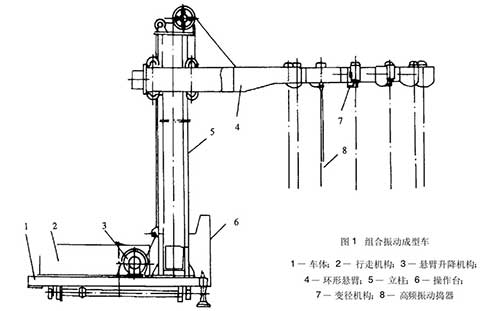
生产实践证明,这种国产插入振器完全满足了生产工艺和产品生产质量要求。因为被激振的混凝土质量与振动棒头的埋入面积呈正比关系,所以,在管壁厚度即管壁内双层钢筋骨架净间距允许的情况下,应优先选择大直径振动器,以获得最大的振捣效果和最高的生产率。
(2)插入振动器的布置
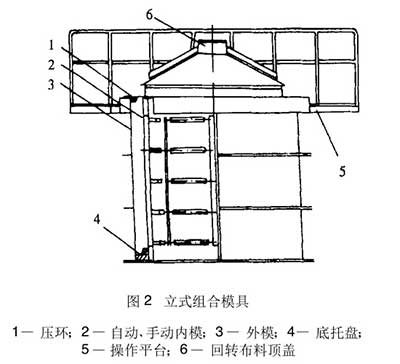
每个插入振动器均呈垂直悬挂状态,即驱动电机在上,振动棒在下。这样,传动软轴无须弯曲,避免了扭曲所造成的转动阻力,插入振动棒的激振力可以得到最大限度的发挥,而且插入振动器的各部分结构也不容易损坏。 多个插入振动器的水平布置,系根据单插入振动器的激振力有效作用半径,使其相互交错衔接,以形成沿管壁圆周均匀、有效的激振力作用范围。该插入振动器单只振动棒的高效激振半径为30~40cm,考虑到钢筋混凝土排水管为薄壁构件,混凝土中的钢筋和内外模具的钢板均有反射激振力和谐振的作用。而且,试验证明,在两只插入振动棒相衔接的部位,混凝土得到的激振强度不但没有减小,由于叠加作用反而有增强的趋势。根据以上理由,将多个插入振动器水平布置的间距(弧长)确定为等距的40~60cm。 事实上,由于组合插入式振动成型车的环形悬臂需要适应相近几个规格产品的生产,其配置的插入振动器数量不可能经常增减。我们只须按照中间产品规格,并符合上述控制间距的原则,进行插入振动器的配置,是能够满足生产需要的。 (3)插入振动器的提升速度 插入振动器的提升速度在受两个条件制约的前提下,提升速度越快则管子成型越快,生产效率也越高。 ①插入振动器的提升速度与同一工作点的持续振动时间有关。振动时间过短,混凝土不容易得到充分密实,气泡不能完全排除;振动时间过长,则有可能使已经密实的混凝土产生离析,粗集料颗粒下沉,水分上浮,即形成过振泌水现象,在混凝土坍落度为3~4cm时,规范要求使用高频插入振动器的最短持续振动时间不得短于10秒。 ②插入振器的提升速度与混凝土布料速度有关。插入振动器在工作时,应始终保持振动棒下部的四分之三埋在预拌混凝土中间,埋入深度过浅,振动棒的激振力不能得到充分发挥,且容易使其长时间空载运行而毁坏;埋入深度超过振动棒与传动软轴连接处,则振动棒容易卡在混凝土中,或造成连接处折断损坏。所以,振动棒的提升速度应与混凝土布料同步,并且保证混凝土恰好振动密实为宜。 为了达到上述要求,插入振动器的提升速度设计成在一定范围内作无级调整。 2 立式组合模型与辅助设备 (1)拼装式外模:为剖分式两半圆结构,隼接式合口缝密封,无需镶嵌胶条或贴胶纸带,即可保证不漏浆。半模间采用松合方便的卡座式顶紧螺栓或拉紧式螺栓紧固。 (2)缩径式内模:为可缩径式整体模,其收缩变径方式有手动收缩、手动撑圆及起吊自动收缩、手动液压复位两种形式可供选择。均含收缩机构及固定或活动中央立柱;收缩条及两侧板对应刨削呈斜面吻合。 (3)端口圈:平口管只需在管底采用组焊结构加工件,企口管或承插口管底口采用铸钢或铸铁承口圈,它带有内外耐油密封胶条,同内模和外模之间紧压,不会漏浆。企口管或承插口管上口采用带有同外模有定位压紧楔销的铸钢插口圈。根据产量需要,每套模具可配备2~3个底圈。 (4)振动车回转平台:圆台形,机械部分置于坑内,其台面上的轨道与地面上的轨道相接,通过回转机构带动,使停放在平台上的振动成型车作180度回转。悬臂换向,变单侧成型为两侧成型,以提高产量。 (5)机械布料顶盖:其构造为圆锥台形,有振动下料和布料桨回转下料两,分别内置振动器或电机减速机构。使用时,顶盖置于内模上部,采用振动或布料桨回转方式将倾卸下的混凝土送到管壁模腔内。 (6)立式钢筋骨架弯曲成型机:其构造为三辊立式,弯曲半径任意可调。其用途是将采用电阻焊或电弧焊方法焊接好的大直径钢筋网片,或商品钢筋网片,按所需钢筋骨架直径要求弯曲成筒后,焊接拼缝成为成品钢筋骨架。 3 生产工艺条件 3.1 工艺布置 本工艺一般采用室外露天生产和自然养生,即在室外混凝土地坪上设一台跨度为15~18m米的门形吊车(也可在车间内利用原来的天车生产,但起吊高度应满足立式脱模),用以起吊内模、钢筋骨架、管子和混凝土料斗; 在中间空地呈一字形或二字形预留数个工位,当采取自然养生或罩式蒸养时,内外模可置于混凝土地面上;当净空高度不足或采用坑式加盖蒸养时,内外模可置于混凝土坑内; 在每个工位上预先放置型钢焊接的井字形珩架作为基础; 在工位的一侧或中间铺上供组合振动车行走的轨道,利用地沟或在空中架设电源滑线; 在吊车起吊范围内就近安排混凝土搅拌设备和混凝土运料斗。 3.2 生产技术 3.2.1 混凝土制备 制管用混凝土原材料选用原则及质量要求同其生产工艺基本一致。但在以下方面须要注意: 水泥宜采用425号普通硅酸盐或早强型硅酸盐水泥,以减轻泌水现象和获得早强效果。单方混凝土水泥用量以不超过400kg为宜; 石子最大粒径可比其它工艺稍大,一般为0.5~3.2cm,颗粒级配应符合质量要求; 砂子选用细度模数为2.3~3.0的中砂,砂率在34~35%为宜。 混凝土宜采用强制式或单轴、双轴卧式搅拌机搅拌。加水量要严格控制,水灰比为0.38~0.40,控制预拌混凝土坍落度在2~4cm,并不得超过4cm。混凝土的供给量以在10分钟内完成单根管的全部振动成型工艺过程为最好。 3.2.2 成型后的混凝土养生 插入振动成型后的管体混凝土养生有自然养生和蒸汽养生两种,而蒸汽养生又有坑式养生和罩式养生的不同。自然养生一般用于室外或工程现场预制。 坑式蒸汽养生一般用于室内生产。管子制作完毕后,经静停,即通蒸汽加热。达到脱模强度后,先脱掉内模,再脱掉外模,将管子从坑内吊出;罩式蒸汽养生一般用于室外生产。养护过程与上述相同,但养护温度低,管子脱模后尚需要补充自然养生阶段。 4 工艺特点分析(与离心、悬辊工艺比较) ①生产同样规格的产品,投资可节省一半以上,生产利润高;并可生产特大口径产品; ②能生产非圆形管,如:椭圆、蛋圆、上圆下方、带基础管等,也能生产带有柔性橡胶圈接口的企口或各种类型的承插口管; ③节约能源:以生产2000管为例,离心、悬辊工艺的装机容量均在90kW左右,本工艺全部装机容量不超过35kW,耗能仅为离心、悬辊工艺的三分之一; ④吊运工具(桥式或龙门式起重机)的起重量要求仅为离心、悬辊工艺的二分之一左右。 |